 Global - English
Global - English Spanish - Español
Spanish - Español French - Français
French - Français Russian - Pусский язык
Russian - Pусский язык Chinese - 中文
Chinese - 中文 Korean - 한국어
Korean - 한국어 Vietnamese - Tiếng Việt
Vietnamese - Tiếng ViệtКонтроль натягу Рішення
Контроль натягу Рішення
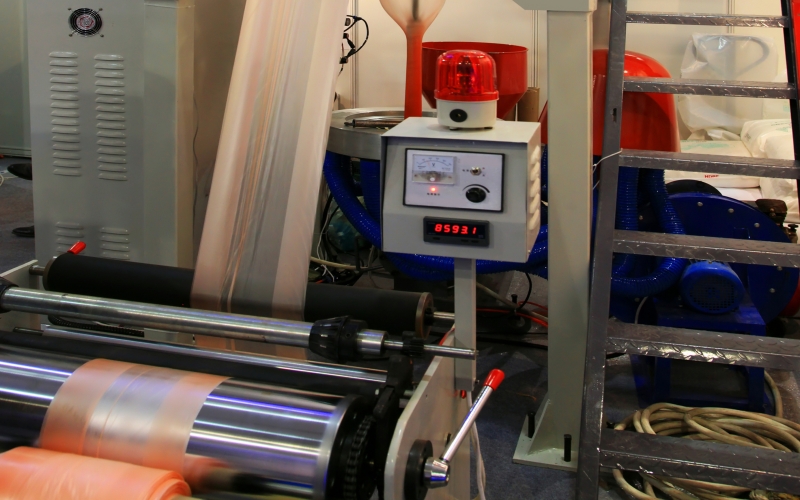
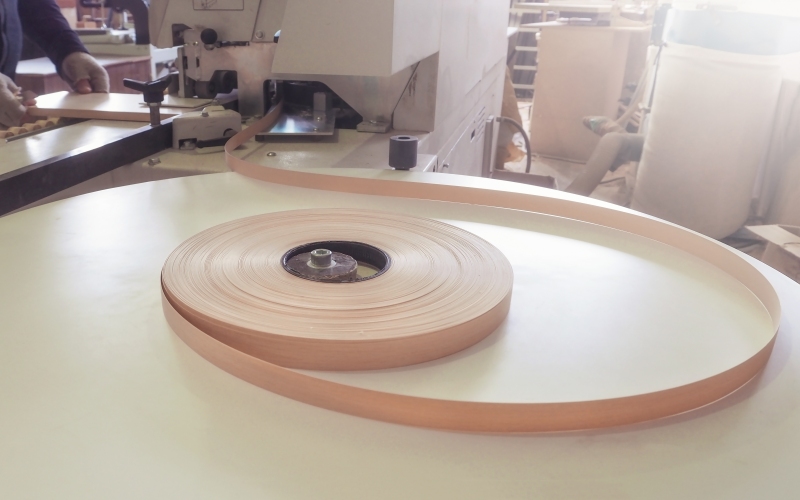
Друкарі та переробники знають, що контроль натягу полотна є важливим для якості продукту. Порушення натягу полотна між, наприклад, рулоном, що розмотується, і процесом може мати кілька причин, включаючи гальмування рухомого рулону, зварювання, прискорення нового рулону після зрощення, а також некруглість або дисбаланс рулону.

Особливості та переваги
Знайомство з галуззю
Схема контролю натягу в основному використовується після друку етикетки. Після того, як етикетка надрукована, вона має пройти певні процеси, перш ніж вона зможе стати готовим продуктом. Рішення контролю натягу для таких процесів, як бронзування, штампування, кодування та перевірка, в основному використовуються в устаткуванні з рулонів. А в реальному застосуванні, щоб досягти різних функцій, обладнання використовуватиметься з різними верхніми комп’ютерами.

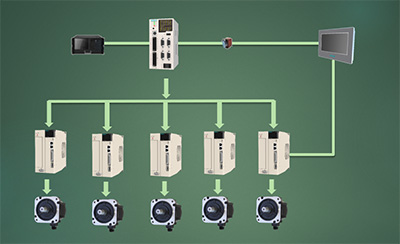
Топологія системи
Практичне застосування
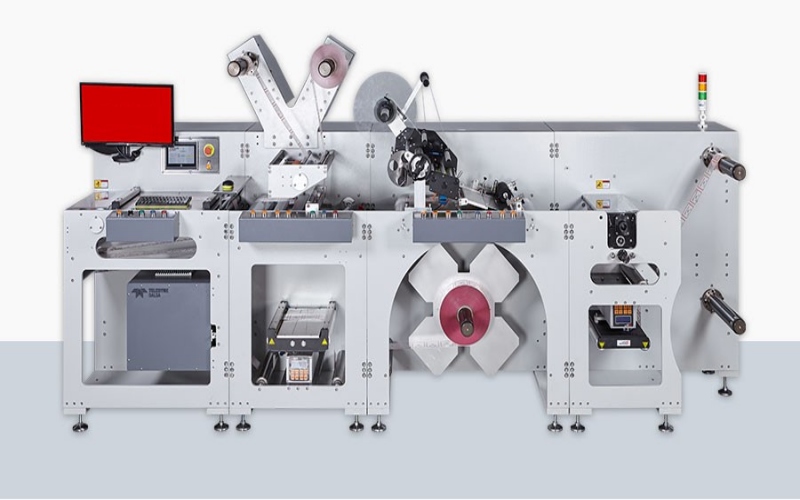
1. Машина для перевірки продукції: якщо вона оснащена системою візуального контролю, щоб стати машиною для перевірки продукції, її основною функцією є перевірка якості друку етикеток, якості вирізання тощо. Якщо виявлено дефектну етикетку, її потрібно зупинити для обробки.
2. Струменевий принтер: він перетворюється на струменевий принтер із струминною системою керування. Його основною функцією є розпилення закодованої або змінної інформації на поверхню матеріалу.
3. Машина для різання оснащена ножем для різання на обладнанні, щоб стати машиною для різання. Основна функція — розрізати широкі та багаторядні матеріали на вузькі та багаторядні.
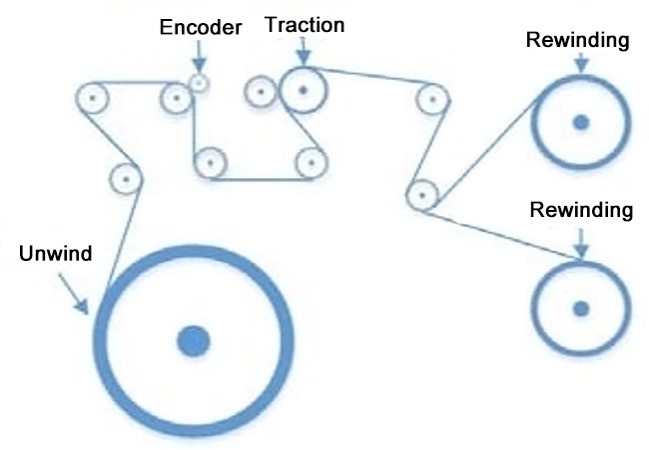
Принцип процесу
1. Розрахунок діаметра рулону
Після роботи обладнання система розраховує в реальному часі діаметр намотування та розмотування рулону шляхом запису імпульсу зворотного зв'язку кодера в реальному часі.
2. Розрахунок натягу
Використовуйте розрахований діаметр рулону, щоб регулювати вихідний крутний момент сервоприводом для розмотування та розмотування в режимі реального часу, щоб досягти ефекту регулювання поверхневого натягу матеріалу.
3. Загальні функції
Система також повинна мати загальні функції, такі як підрахунок метрів, підрахунок аркушів і вимкнення виходу.
Основні моменти програми
1. У системі використовується контролер руху VEICHI V5-MC104, апаратна архітектура з подвійним процесором, а базова швидкість обробки вища;
2. Централізоване керування інтерфейсом «людина-машина», стабільна продуктивність, простота експлуатації та обслуговування.
3. Підтримка контролю конусності, регулювання герметичності намотування;
4. З’єднання між контролером V5 і сервоприводом використовує високошвидкісний диференціальний сигнал, який має високу стабільність і не сприйнятливий до перешкод. Максимальна швидкість імпульсу диференціального імпульсного порту становить 3M, завдяки чому можна досягти надзвичайно високої точності керування.
Застосування




















 Залишити повідомлення
Залишити повідомлення