 Global - English
Global - English Spanish - Español
Spanish - Español French - Français
French - Français Russian - Pусский язык
Russian - Pусский язык Chinese - 中文
Chinese - 中文 Korean - 한국어
Korean - 한국어 Vietnamese - Tiếng Việt
Vietnamese - Tiếng ViệtМашина для різання фіксованої довжини Рішення
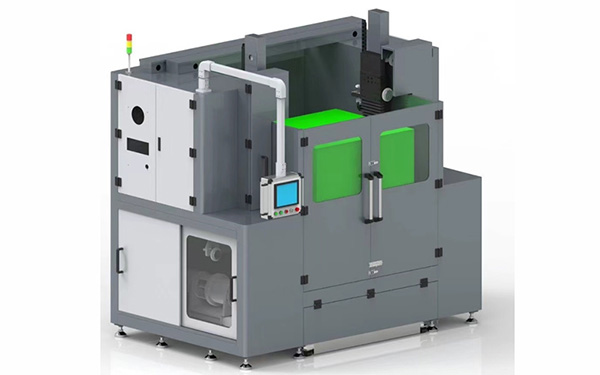
Машина для різання фіксованої довжини Рішення
З розвитком сучасної промисловості деякі високоточні контрольні точки висувають дедалі вищі вимоги до сервокерування. Однак через обмеження механічної частини трансмісії традиційний метод сервокерування з напівзамкнутим контуром поступово стає складним для задоволення вимог щодо точного керування. Щоб задовольнити ринковий попит, VEICHI представила повністю замкнутий сервопривід із новим покращеним алгоритмом, який дозволяє ефективно уникати впливу механічної трансмісії на точність остаточного керування обладнанням. З часу появи сервоприводів із повністю замкнутим контуром на ринку було отримано велику кількість успішних застосувань.

Особливості та переваги
Вступ
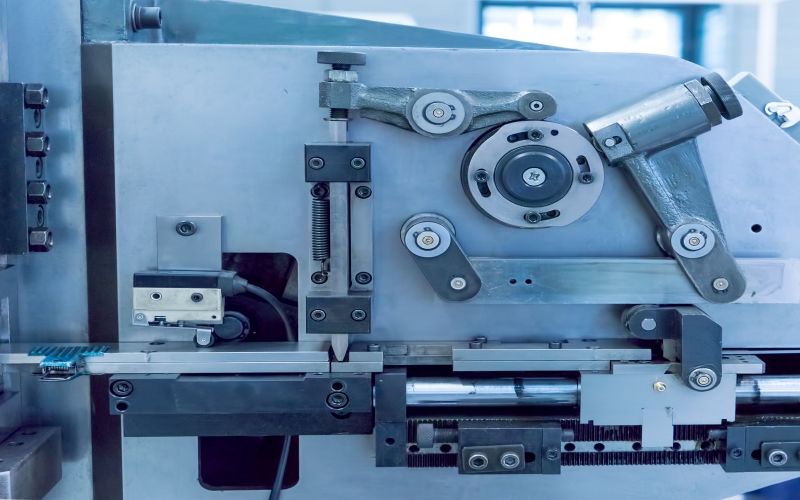
Механізм подачі штампувального верстата вимагає високої точності для сервокерування, а за допомогою традиційної схеми напівзамкненого циклу важко досягти високої продуктивності керування. Нещодавно команда розробників додатків VEICHI отримала завдання змінити механізм подачі машини для формування висувних ящиків. Після отримання завдання команда VEICHI швидко сформулювала попереднє рішення та провела техніко-економічний аналіз, і, нарешті, сформулювала набір повністю замкнутих рішень, які ідеально вирішували проблеми низької точності та низької ефективності обладнання замовника.
Топологія системи
Недоліки старого механізму подачі
-
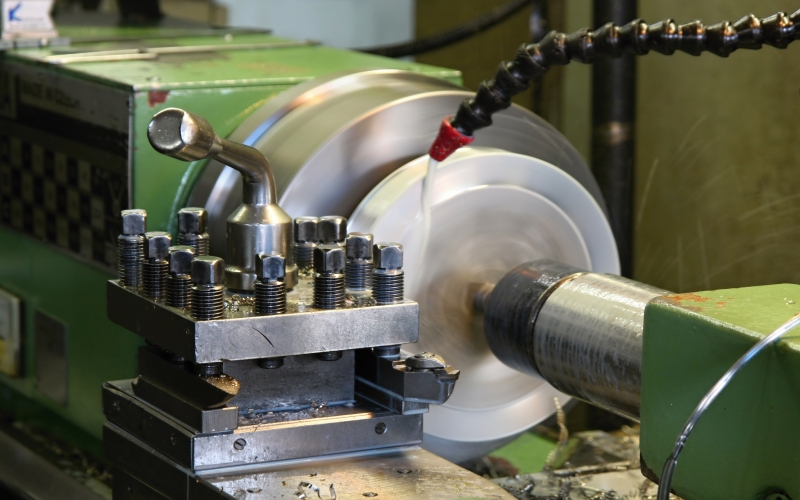
З міркувань вартості механічна частина трансмісії клієнт'а приводиться в рух ланцюгом і редуктором. Такий механізм передачі спричинить велику похибку, яка безпосередньо призведе до поломки виробу.
-
Клієнт автоматично виконає функцію виправлення помилок у ПЛК. Оскільки судження та виправлення помилок потребують безперервного збору помилок і компенсації розрахунків, це призводить до дуже низької продуктивності всієї системи.
-
Оскільки функція повного замкнутого циклу розміщена всередині ПЛК, налагодження всієї системи стає дуже складним, існує багато параметрів компенсації, і оператору важко працювати.
Рішення надано командою розробників програми VEICHI
-
Сервопривід замінено новим повністю замкнутим алгоритмом SD700 сервоприводом VEICHI, щоб завершити керування подачею. Усі алгоритми повного замкнутого циклу доповнюються сервоприводом, який не лише покращує точність обробки, але й додатково підвищує ефективність обробки.
-
Електронна частина керування використовує інтегровану машину з сенсорним екраном для завершення керування, що додатково знижує витрати для клієнтів і підвищує конкурентоспроможність на ринку.
- Додайте численні заходи безпеки (процедури оцінки сервоприводу, процедури оцінки тремтіння позиціонування тощо), щоб максимально забезпечити безпеку операторів і обладнання під час процедур.
Порівняння продуктивності обладнання після трансформації та до модифікації
-
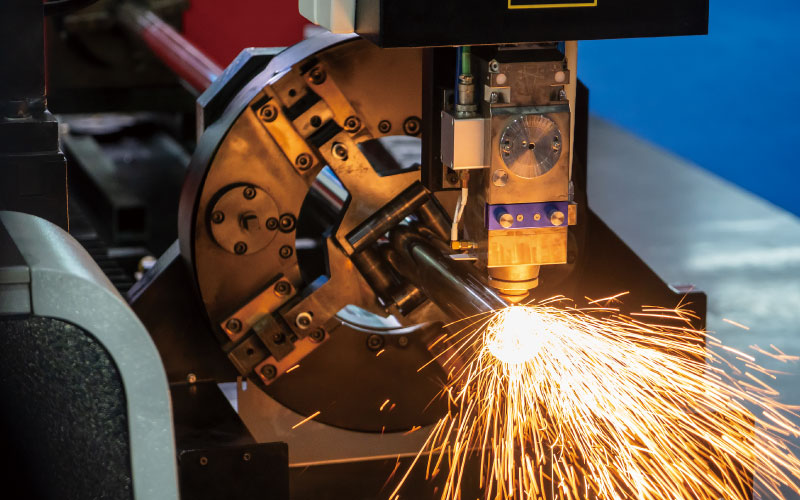
1. Ефективність обробки зросла більш ніж на 50%, а швидкість різання напрямної шини 10 см досягла 50 штук / хв, що значно перевищує попередню швидкість обробки.
-
2. Завдяки використанню функції повного замкнутого циклу сервоприводу точність обробки обладнання досягає ± 0,01 мм, що покращилося більш ніж на порядок порівняно з попереднім ± 0,3 мм.
-
3. Порівняно з сенсорним екраном і ПЛК старої схеми, вартість використання комплексного рішення з сенсорним екраном зменшується щонайменше на 30%.

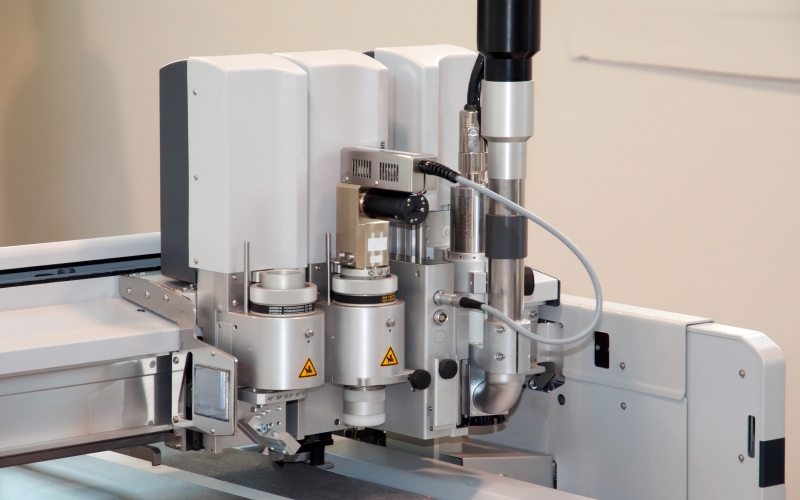
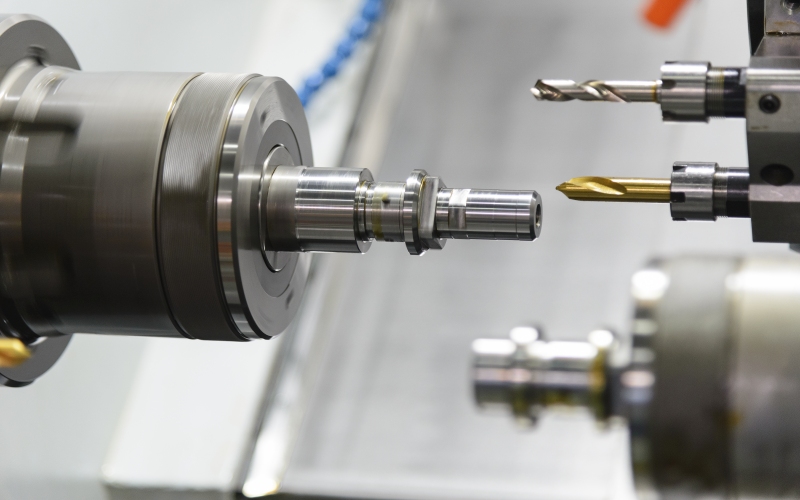
Застосування функції повного циклу SD700 на машині для різання фіксованої довжини
Основні моменти програми
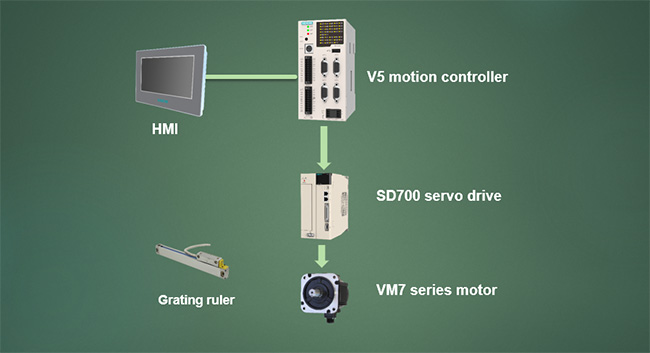
1. У системі використовується контролер руху VEICHI V5-MC104, апаратна архітектура з подвійним процесором, а базова швидкість обробки вища.
2. Централізоване керування інтерфейсом «людина-машина», стабільна продуктивність, простота експлуатації та обслуговування.
3. З’єднання між контролером V5 і сервоприводом використовує високошвидкісні диференціальні сигнали, які мають високу стабільність і не сприйнятливі до перешкод. Максимальна швидкість імпульсу диференціального імпульсного порту становить 3 МГц, що дозволяє досягти надзвичайно високої точності керування;
4. Використовуйте повністю закрите рішення сервоприводу, яке ідеально вирішує проблему низької точності та низької ефективності обладнання клієнта.
Принцип процесу
1. Сервопривід замінено на новий алгоритм повного замкнутого циклу VEICHI на новий сервопривод SD700 для повного контролю подачі, а всі алгоритми повного замкнутого циклу завершуються сервоприводом. Підвищуючи точність обробки, це також додатково покращує ефективність обробки.
2. Частина електричного керування використовує інтегровану машину з сенсорним екраном для завершення керування, що додатково знижує витрати для клієнтів і підвищує конкурентоспроможність на ринку.
3. Додайте кілька заходів безпеки (програму оцінки сервоприводу, програму оцінки тремтіння позиціонування тощо), щоб максимально забезпечити безпеку операторів і обладнання в програмі.
Технічний покажчик
Швидкість різання 10-сантиметрової напрямної шини досягла 50 за хвилину.
Точність обробки досягає ±0,01 мм.
Застосування











 Залишити повідомлення
Залишити повідомлення