 Global - English
Global - English Spanish - Español
Spanish - Español French - Français
French - Français Russian - Pусский язык
Russian - Pусский язык Chinese - 中文
Chinese - 中文 Korean - 한국어
Korean - 한국어 Vietnamese - Tiếng Việt
Vietnamese - Tiếng ViệtВипадок застосування системи керування поворотним токарним верстатом AC80 Рішення
Випадок застосування системи керування поворотним токарним верстатом AC80 Рішення

Особливості та переваги
З кожним роком попит на деревину продовжує зростати, а природних ресурсів стає все менше, тому комплексне та ефективне використання деревних ресурсів стало одним із найважливіших питань у виробництві деревообробного обладнання.
1. Сучасний стан деревообробного обладнання
На даний момент виробники фанери використовують традиційний верстат для різання круглої деревини з центруванням карт під час виробництва шпону. Такий спосіб виготовлення відрізняється високою точністю і якістю. Однак через наявність центральної карти, коли діаметр колоди, що обертається, становить менше 200 мм, машина для різання круглої деревини з центруванням карт не може продовжувати обробку. Коли діаметр круглої деревини малий, жорсткість круглої деревини зменшується, що погіршує якість шпону. Якщо ми викидаємо деревну серцевину, що залишилася, або переробляємо її на столярну серцевину, це призведе до великих відходів сировини, тим самим збільшуючи вартість виробництва шпону. Тому виробники зазвичай використовують ротаційний токарний верстат для круглої деревини, щоб очистити залишки деревини, щоб повністю використати сировину.
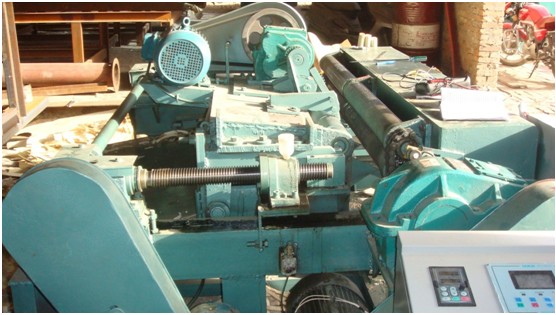
2. Принцип роботи ротаційного токарного верстата з круглими колодами без карток
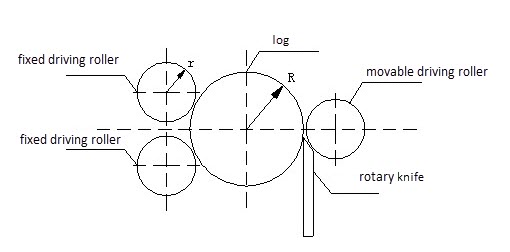
Колода обертається завдяки обертанню двох фіксованих валків і обертання рухомого валків, що забезпечує потужність лущення. Рухомий центральний підшипник обертання ролика та роторний різак відносно нерухомі та рухаються разом, тому нож для обдирки може відшаровувати шпон від колоди.
Товщина шпону контролюється швидкістю руху обертового ножа та зазором між рухомим валиком і лущильним ножем. Зазор між рухомим роликом і обертовим ножем відносно фіксований, який можна регулювати за допомогою пристрою регулювання зазору леза. Зазор залежить від товщини листа шпону, а швидкість руху обертового ножа контролюється швидкістю двигуна системи керування. Таким чином, швидкість обертання фрези опосередковано визначає товщину шпону.
На зображенні нижче ми бачимо: швидкість обертання ведучого ролика постійна, тобто лінійна швидкість обертання колоди постійна. Зі зміною діаметра колоди кутова швидкість колоди також змінюється, тобто час обертання, необхідний для кола, також змінюється відповідно, тому швидкість руху роторного фрези є змінною величиною, нелінійною залежністю.
TКерування традиційним ротаційним токарним верстатом без карток в основному використовує метод регулювання частоти електромагнітного регулятора серії 2T, який змінює вхідну напругу контролера за допомогою ручки регулювання або регулювання кривої кулачка, щоб змінити швидкість двигуна. Похибка товщини шпону при такому режимі керування становить до 1 мм. Тому особливо важливо розробити систему керування ротаційним токарним верстатом, яка може точно контролювати швидкість руху обертового різця для досягнення точного контролю товщини шпону. Основні ідеї дизайну системи керування ротаційним токарним верстатом: A. Встановлення точної математичної моделі. B. Візьміть на себе оригінальну систему контролю швидкості, щоб досягти точного контролю швидкості.
3. Система керування поворотним токарним верстатом Veichi
На основі принципу роботи ротаційного токарного верстата компанія Veichi Electric самостійно розробила систему керування, яка застосовна до різних типів ротаційних токарних верстатів на ринку. Він відповідає вимогам багатьох виробників і обладнання для різання з ЧПУ та автоматизації. Завдяки практичному застосуванню в різних провінціях, таких як Шаньдун, Хебей, Гуансі, Цзянсі та інших місцях, система керування ротаційними токарними верстатами Veichi отримала багато хороших відгуків.
Система керування ротаційним токарним верстатом Veichi використовує високопродуктивний векторний частотний привід AC80 і спеціальний контролер призначення роторного токарного верстата. У AC80 використовуються чіпи TI DSP останнього покоління та інноваційний триядерний дизайн, що забезпечує надвисоку швидкість роботи. Швидкість відгуку на крутний момент 20 мс, похибка точності в стаціонарному стані становить=3%, коефіцієнт швидкості до 1:200, похибка точності в постійній швидкості становить ±0,2%, а вихідний крутний момент становить 180% від номінального крутного моменту при 0,5 Гц.
Технічні переваги AC80, що використовується для керування ротаційним токарним верстатом
1. Відповідно до складних об’єктів різання, однофазний ЧРП AC80 пропонує великий пусковий момент, забезпечуючи потужне, але рівномірне зусилля різання на низькій швидкості. Він також забезпечує плавну та високу швидкість зупинки та повторного запуску ножа для очищення.
2. Можливість динамічного високошвидкісного обчислення в режимі реального часу гарантує, що товщина шпону завжди підтримується на заданому рівні з похибкою менше ± 0,1 мм у нормальній ситуації обертового різання. Для деякого механічного обладнання з чудовим змащенням і точним процесом з’єднання похибка товщини обмежена ± 0,05 мм.
3. Покращена гальмівна здатність уповільнення забезпечує миттєвий запит на паркування башти.
4. Сильна адаптивність. Відповідно до характеристик роторного токарного верстата на місці, AC80 розроблено з широким діапазоном робочої напруги. Він підтримує постійний вихідний крутний момент у разі коливань напруги, і він може підтримувати нормальну роботу деревообробного токарного верстата при 60% номінальної напруги. Ця техніка особливо ефективна для поганих мережевих середовищ.
5. Широкий регульований діапазон швидкості, висока обертова швидкість різання, висока ефективність, що відповідає вимогам високошвидкісного виробництва шпону.

Функції контролера ротаційного токарного станка Veichi
1. Використовуючи поворотний енкодер як датчик відстані, точність вимірювання становить до 0,01 мм.
2. Використовуючи поворотний енкодер для вимірювання фактичної швидкості ролика, це дозволяє уникнути помилок товщини шпону, спричинених нестабільністю напруги в сітці.
3. Різні типи комбінацій датчиків на вибір користувачів. Незалежно від того, чи це одинарний або подвійний кодер, електрична ніжка може працювати стабільно, тому вона може максимально відповідати вимогам нових і старих клієнтів.
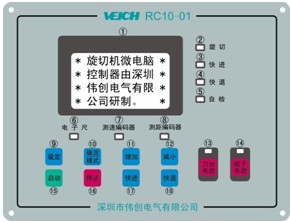
4. Він використовує висококласний РК-дисплей із розширеним інтерфейсом користувача, який відображає робочий стан у режимі реального часу.
5. Він забезпечує різні типи режимів роботи для досягнення автоматичного процесу очищення, що ефективно гарантує особисту безпеку операторів.
6. Вбудоване імпульсне джерело живлення робить систему більш стабільною та має потужніший захист від перешкод.
4. Висновок
Система керування поворотним токарним верстатом Veichi спрощує механічну конструкцію традиційного деревообробного верстата, усуває помилки, спричинені зношенням, і покращує ефективність різання та ефективність використання колод. Оскільки він широко використовується в багатьох областях із тисячами успішних випадків застосування, він здобув високу репутацію в деревообробній промисловості.








 Залишити повідомлення
Залишити повідомлення