 Global - English
Global - English Spanish - Español
Spanish - Español French - Français
French - Français Russian - Pусский язык
Russian - Pусский язык Chinese - 中文
Chinese - 中文 Korean - 한국어
Korean - 한국어 Vietnamese - Tiếng Việt
Vietnamese - Tiếng ViệtЗастосування SF81 за допомогою системи управління машиною для лиття під тиском Рішення
Застосування SF81 за допомогою системи управління машиною для лиття під тиском Рішення

Особливості та переваги
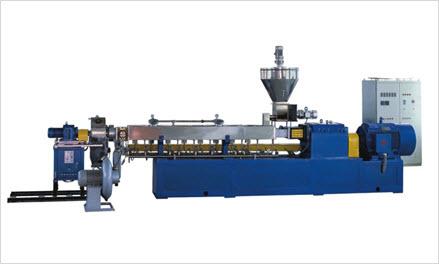
Вже давно пластик став одним із основних матеріалів для промислового, сільськогосподарського та цивільного використання. Машина для лиття під тиском, різновид спеціального обладнання для формування пластику, широко використовується для створення різних видів пластикових виробів. Машина для лиття під тиском використовує властивості термопластичності пластику після належного нагрівання та плавлення для створення різноманітних профілів і пластикових виробів.
Частина 1. Великі переваги використання Veichi SF81 на системі машини для лиття під тиском
Як показує статистика наших клієнтів, використання приводів із змінною швидкістю на системі машин для лиття під тиском має багато переваг, зокрема:
1. Економте енергію
2. Підвищення продуктивності та якості продукції
3. Зменшити забруднення нафтою та шумове забруднення
4. Подовжте термін служби машин для лиття під тиском…
Оскільки використання приводів із змінною швидкістю в системі керування машиною для лиття під тиском має багато переваг, його застосовують на все більшій кількості заводів з переробки пластику.

Частина 2. Основні технологічні етапи машин для лиття під тиском
Перш ніж представити принцип енергозбереження машин для лиття під тиском, спершу обговоримо його короткі етапи процесу, а саме:
1. Режим блокування: шаблон швидко наближається до нерухомого валика, коли підтверджується відсутність стороннього матеріалу, система перемикається в режим високого тиску, щоб зафіксувати шаблон.
2. Блоки ін’єкцій рухаються вперед: сопло та форма зближуються.
3. Впорскування: інжекційний шнек впорскує розплавлений матеріал на передній частині живильного циліндра в порожнину форми з певним тиском і швидкістю.
4. Процес пакування та охолодження: завдяки цим діям розплавлений матеріал усередині порожнини форми охолоджується та формується.
5. Попередній пластик: традиційно гідравлічний двигун приводить у рух шнек і відтягує назад, потім частинки пластику, додані в бункер, просуваються вперед для попереднього формування. Гвинт зупиняється під час повернення в задане положення, а потім готується до наступної ін’єкції.
6. Інжекційний стіл висувається назад і відкриває форму.
7. Витягніть створений пластиковий виріб.
Частина 3. Чому традиційна система керування машиною для лиття під тиском не є енергозберігаючою
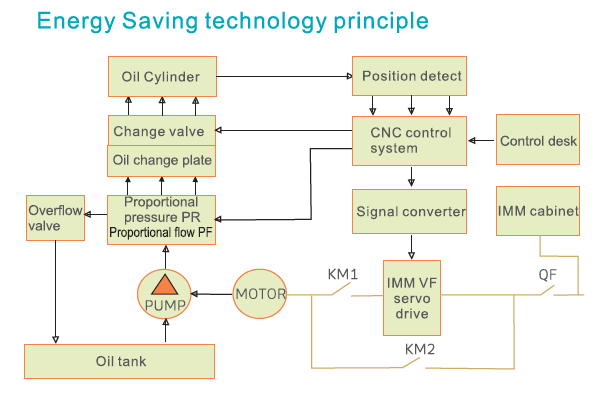
На традиційних машинах для лиття під тиском ці дії виконує гідравлічна система: тиск і потік, створювані масляним насосом і клапанами, забезпечують необхідний імпульс і швидкість руху циліндрів і гідравлічних двигунів.
Як ви знаєте:
Вихідна частота масляного насоса дорівнює: "Pt = p * qt = p * V * n".
Теоретичний крутний момент насоса: "Tt = 1 / 2pi * p * V".
У наведених вище формулах "p" означає тиск, "qt" означає потік, "V" означає об'єм насоса, "n" позначає швидкість обертання насоса, а "пі" становить 3,14.
Згідно з формулами можна отримати: "Pt = 2pi * Tt * n".
Якщо знехтувати втратою енергії під час процесу перетворення механічної енергії в гідравлічну, то можна приблизно вважати, що вихідна потужність, вихідний крутний момент електродвигуна та швидкість обертання пропорційні. Таким чином, можна побачити, що коли системі потрібен низький потік, потрібна система дуже низька потужність. Але справа в тому, що ми не можемо зменшити швидкість обертання двигуна (щоб зменшити потік) відповідно до фактичних вимог, оскільки двигун завжди працює на частоті живлення – 50 Гц. Таким чином, зайва гідравлічна олива повертається в бак через запобіжний клапан, що призводить до втрати енергії.
Частина 4. Принцип роботи машини для лиття під тиском Veichi SF81 VFD
1. Енергозбереження.
Відповідно до вимог спеціального застосування Veichi розробила сервоконтролер SF81 VSD для машин для лиття під тиском. SF81 приймає режими керування потоком тиску в системі, один або подвійний замкнутий контур. Це може дозволити гідравлічній системі подавати масло відповідно до фактично необхідного потоку та тиску. Він долає високе споживання енергії, спричинене переповненням високого тиску загальної системи масляного насоса з фіксованим об’ємом. Під час процесу попереднього формування, прес-форми, ін’єкції пластику та інших сеансів високого потоку SF81 дозволяє двигуну працювати на потрібній швидкості. Під час процесу пакування, охолодження та інших сеансів низького потоку SF81 дозволяє двигуну працювати на низькій швидкості та нульовій швидкості. Таким чином, це значно зменшує фактичне енергоспоживання двигунів масляних насосів.
2. Підвищення продуктивності машин для лиття під тиском.
Крім того, сервоконтролер машини для лиття під тиском серії Veichi SF81 має високу швидкість відгуку, тому час наростання потоку та тиску становить 50 мс. Таким чином, це значно покращує швидкість відгуку гідравлічної системи, зменшує час переходу дії та прискорює темп руху всієї машини. Під час автоматичного режиму роботи тиск у системі миттєво падає, коли відкривається клапан, після чого сервосистема може швидко доповнити масло протягом 50 мс, щоб відновити задане значення тиску. SF81 забезпечує гідравлічну систему такими покращеними функціями, як висока точність регулювання, висока точність повторення, економія матеріалу та низька температура масла. Крім того, SF81 простий і зручний в монтажі та експлуатації.
3. Покращення якості продукції.
a. Недоліки використання загального контролю VVVF
(1) У загальному режимі керування швидкістю VVVF (абревіатура від змінної напруги, змінної частоти) потік двигуна підтримується постійним, якщо співвідношення між частотою та напругою залишається постійним. У цьому режимі є пристрій зворотного зв'язку за швидкістю, тому він не може точно відображати справжню швидкість двигуна. Оскільки двигун є трифазним асинхронним двигуном, існує відхилення між фактичною швидкістю ротора та обертовим магнітним полем статора, коефіцієнт ковзання змінюється, коли змінюється зовнішнє навантаження, але привід не може це компенсувати, тому швидкість масляного насоса змінюється, спричиняючи відхилення в потоці та погіршення якості продукту.
(2) Існує ще один недолік використання керування VVVF: коли вихідна частота становить 0 Гц, теоретична вихідна напруга становить 0 В, потік статора двигуна становить приблизно 0 мкм, таким чином, це впливає на характеристики запуску двигуна, спричиняючи повільне швидкість реакції на прискорення. Оскільки машина для лиття під тиском потребує миттєвого високого тиску та високого потоку під час деяких дій, наприклад ін’єкції, якщо ми використовуємо частотні перетворювачі загального призначення з відкритим контуром, важко забезпечити необхідну реакцію на швидке зростання тиску, що впливає на тиск упорскування.
б. Чому SF81 є найкращим вибором для керування машиною для лиття під тиском
Veichi SF81 приймає теорію керування, орієнтовану на поле ротора – він перетворює координату струму асинхронного двигуна, щоб зробити керування еквівалентним керування двигуном постійного струму. У трифазній системі координат змінний струм статора "ia", "ib", "ic" перетворює між трифазним і двофазним струмом, що еквівалентно змінному струму "ia" і "я?" двофазної статичної системи координат, то через обертове перетворення, орієнтоване на потік ротора, це еквівалентно постійному струму "it" і "я" синхронної обертової системи відліку. "я" еквівалентний струму збудження двигуна постійного струму, він дорівнює струму якоря, який пропорційний крутному моменту двигуна постійного струму. Тому що незалежно від того, в якому стані знаходиться двигун, працює чи не працює, його струм збудження "im" завжди існує. Через регулювання струму якоря "it" індивідуально ми можемо контролювати величину крутного моменту, щоб асинхронний двигун завжди перебував у високодинамічному стані. Для прискорення від 0 об/хв до 1000 об/хв потрібно лише 50 мс, що компенсує недоліки поганої динамічної характеристики системи керування змінною напругою та частотою, тому забезпечує високу продуктивність робочого циклу машини для лиття під тиском.
Завдяки системі самонавчання двигуна вона може точно вимірювати опір статора та індуктивність, щоб підтримувати постійний струм збудження, а потім створює потік  константа. Частота ковзання двигуна
константа. Частота ковзання двигуна  , коли потік
, коли потік  постійний, частота ковзання пропорційна крутному моменту в динамічному стані вектора система керування, тому частота магнітного поля статора
постійний, частота ковзання пропорційна крутному моменту в динамічному стані вектора система керування, тому частота магнітного поля статора  це частота ротора, що можна контролювати. Це означає, що коли навантаження коливається, секція керування приводом VFD може швидко обчислити фактичну частоту ковзання, тим самим задаючи точну частоту обертання статору, щоб швидкість двигуна залишалася постійною. Це ефективно підвищує стабільність роботи двигуна при зміні навантаження.
це частота ротора, що можна контролювати. Це означає, що коли навантаження коливається, секція керування приводом VFD може швидко обчислити фактичну частоту ковзання, тим самим задаючи точну частоту обертання статору, щоб швидкість двигуна залишалася постійною. Це ефективно підвищує стабільність роботи двигуна при зміні навантаження.
Підсумовуючи, Veichi SF81 є професійним рішенням для керування машинами для лиття під тиском, оскільки він має високу динаміку, гарну стабільність, легке встановлення та просте налагодження.







 Залишити повідомлення
Залишити повідомлення